| 改善の事典 》 第6章 設備 》 やり方を変えて設備効率を高める | |||||||||||||||||||||||||||||||||||
| TOP 編集のねらい 5S 安全 品質 作業 治工具 設備 省力 環境 コスト 事務 IT化 組織 お客様 社会 地域 探訪記 総目次 索引 | |||||||||||||||||||||||||||||||||||
| i設備-0604 やり方を変えて設備効率を高める | |||||||||||||||||||||||||||||||||||
| このページの掲載事例→ | ●060401 ラインに流したまま検査する | ||||||||||||||||||||||||||||||||||
| ●060402 充填のための移動距離を短くする | |||||||||||||||||||||||||||||||||||
| ●060403 プレス機に速度ロスをなくす | |||||||||||||||||||||||||||||||||||
| ●060404 ウサギ追い方式で設備停止時間をゼロにする | |||||||||||||||||||||||||||||||||||
| ●060405 プレスから溶接まで一貫加工する | |||||||||||||||||||||||||||||||||||
| 【060401】ラインに流したまま検査する | |||||||||||||||||||||||||||||||||||
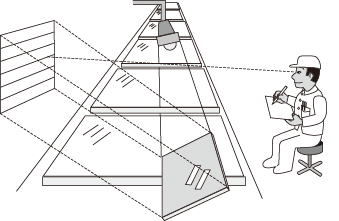
| [改善前] ガラスの厚みや均質性を検査するためにサンプルを取り、斜めに光を当ててスクリーンに映る縞模様で判定していた。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] ラインの床下に反射板を設置し、斜光の縞模様を側壁に映し出すようにした。これによりサンプル取りせず、ラインに流したまま全数検査ができるようになった。 取材先 日本板硝子舞鶴工場 取材 1984 掲載先 創意とくふう 1984/01 |
 |
||||||||||||||||||||||||||||||||||
| 【060402】充填のための移動距離を短くする | |||||||||||||||||||||||||||||||||||
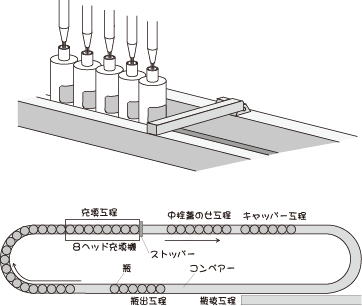
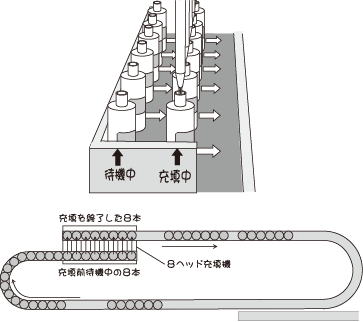
| [改善前] 化粧水の充填工程ではストッパーで瓶の流れを止め、8本を揃えて液を充填していたが、次の充填を行うには8本が充填位置から移動してしまうまで待たねばならなかった。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] 次に充填する8本は充填機横に待機させ、充填の終わった8本は隣接のコンベア-にながすようにした。これにより瓶の移動時間が短くなり、設備稼働率が高まった。 取材先 鐘紡小田原工場 取材 1983/03/07 掲載先 創意とくふう 1983/05 |
 |
||||||||||||||||||||||||||||||||||
| 【060403】プレス機の速度ロスをなくす | |||||||||||||||||||||||||||||||||||
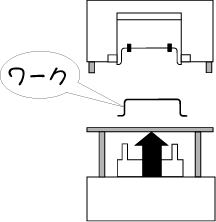
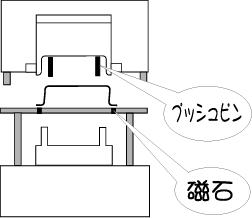
| [改善前] プレス機の上型が上昇するときにワークが浮き上がり、位置がずれ、フィンガーがワークを取り出す際にミスグリップが発生する。そこでミスグリップが発生しないようプレス機の本来の能力より遅いスピードで運転していた。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] 上向きの力をなくすためにプッシュピンの長さを長くし、下向きの力を強めるためにリフターに磁石を取り付けた。これによりワークの浮き上がりがなくなり、プレスの運転速度を本来の能力にまで高めることができた。 取材先 クラタ 取材 2000/06/27 掲載先 プレス技術 2000/09 |
 |
||||||||||||||||||||||||||||||||||
| 【060404】ウサギ追い方式で設備停止時間をゼロにする | |||||||||||||||||||||||||||||||||||
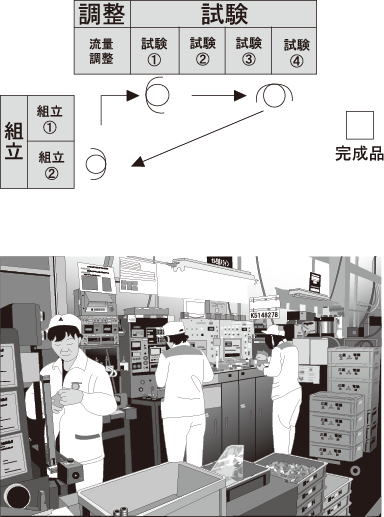
| [改善前] 組立、流量調整、試験の3工程を各1人のオペレーターが手作業で行なっていた。各工程の作業時間が異なるために中間仕掛品が発生していた。 [改善後] 3工程を1人で担当する方式に変えた。作業は3人1組で行い、組立、調整、試験の順番で、前の人を追っかけるような形で次の工程に移る。 ①たとえば、Aさんが部品を組み立ててそれをプレス機にセットしてプレス機のボタンを押す。 ②プレス機はゆっくりと作動するがAさんはその完了を待たず、前の人がプレスした製品を持って流量調整工程に行く。 ③そこでワークをセットし流量調整機のボタンを押し、機械の動作完了を待たずに、前の人が残していった調整済みのワークを持って次の試験工程に行く。④試験工程でも同様に調整済みのワークを試験機にセットしボタンを押して、試験の完了を待たずに、前の人がセットした試験済みのワークを持って完成品置き場に置き、最初の組立工程に戻る。 機械の作動完了を待たずに次の工程に移るのは機械が動いている間に次の作業を進めるためである。 取材先 三菱電機三田製作所 取材 2002/03/29 掲載先 燃えよリーダー 2002/05 |
 |
||||||||||||||||||||||||||||||||||
| 【060405】プレスから溶接までを一貫加工化する | |||||||||||||||||||||||||||||||||||
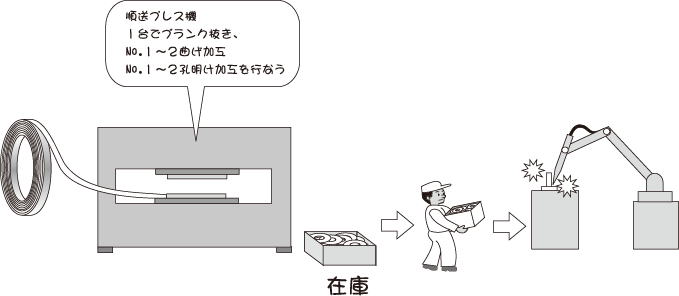
| [改善前] ブランク抜き、曲げ、孔明けの工程を順送プレス機で加工していたが、後工程の溶接機よりも加工速度が速いために、中間在庫が発生し、それを人手で溶接工程まで運ばねばならなかった。 |
|||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||
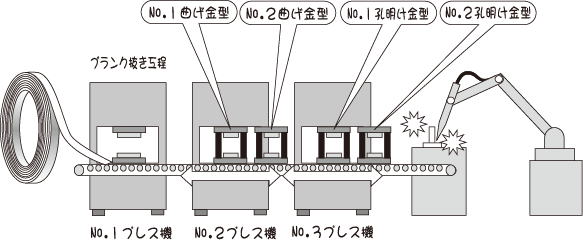
| [改善後] ①3台の小型プレス機で加工することにし、さらに溶接機と連結させ一貫加工化した。 ②小型プレス機は10数秒に1回という溶接機のゆっくりしたタクトタイムで動いているので、そのことを利用してNo.2プレス機とNo.3プレス機はそれぞれ2台の金型のシャトル方式にした。即ち、No.2プレス機ではNo.1曲げ金型とNo.2曲げ金型を、No.3プレス機ではNo.1孔明け金型とNo.2孔明け金型金型を交互に交換しながら加工する。つまり、1台のプレス機で2工程分を加工できるようにした。 これによって、設備の利用効率が高まり、型の小型化で金型費が低減され、プレス工程から溶接工程への運搬が不要になった。 取材先 マルヤス工業岡崎工場 取材 2002/01/28 掲載先 プレス技術 2002/04 |
|||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||
| ▲このページトップへ | |||||||||||||||||||||||||||||||||||