| ���P�̎��T�@ �t�@��U�� �@�ݔ��@ �t�@�i����P�Őݔ���~���Ԃ��~�j�}�������� | |||||||||||||||||||||||||||||||||||
| �s�n�o�@�ҏW�̂˂炢�@�T�r�@���S�@�i���@����@���H���@�ݔ��@�ȗ��@���@�R�X�g�@�����@�h�s���@�g�D�@���q�l�@�Љ��@�n���@�T�K�L�@���ڎ��@���� | |||||||||||||||||||||||||||||||||||
| i�ݔ�-0603�@�i����P�Őݔ���~���Ԃ��~�j�}�������� | |||||||||||||||||||||||||||||||||||
| �H��ō���Ă��鐶�Y�i�ڂ��ւ���Ƃ��A���H�����^�A�n��Ȃǂ̕ЂÂ��A��ւ��A�����A���|�Ȃǂ̒i���̂��߂Ƀ��C�����~�߂�K�v������܂��B�������A���̒i����O�����čς܂��Ă������C����~���Ԃ��~�j�}�����ł��܂��B�����ł͂���ȉ��P������Љ�܂��B | |||||||||||||||||||||||||||||||||||
| ���̃y�[�W�̌f�ڎ��ၨ | ��060301�@�J�b�g�V�[���e�[�v�𗼖ʃe�[�v�œ\�肠�킹�� | ||||||||||||||||||||||||||||||||||
| ��060302�@�u���P�b�g�A�[���̃K�^�� | |||||||||||||||||||||||||||||||||||
| ��060303�@���x���������J�Z�b�g������ | |||||||||||||||||||||||||||||||||||
| ��060304�@�R�l�N�^�[�J�o�[�̔j����h�~���� | |||||||||||||||||||||||||||||||||||
| ��060305�@�n�|��̒�ɓS�������� | |||||||||||||||||||||||||||||||||||
| ��060306�@���[���������Ԃ�Z�k���� | |||||||||||||||||||||||||||||||||||
| ��060307�@�`���[�u�������Ԃ�Z�k���� | |||||||||||||||||||||||||||||||||||
| ��060308�@�p���b�g�������Ԃ�Z�k���� | |||||||||||||||||||||||||||||||||||
| ��060309�@��ނ̈قȂ���^���܂Ƃ߂� | |||||||||||||||||||||||||||||||||||
| ��060310�@���^������Ԃ���� | |||||||||||||||||||||||||||||||||||
| ��060311�@�v���X�ޗ��������u�̒i��ւ������������� | |||||||||||||||||||||||||||||||||||
| ��060312�@�v���X�@�̒i��ւ����������� | |||||||||||||||||||||||||||||||||||
| ��060313�@�S�C�����R�g�ɕ����ˌ��̊Ԋu���k�߂� | |||||||||||||||||||||||||||||||||||
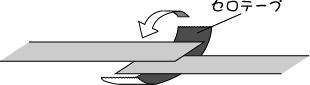
| �y060301�z�J�b�g�V�[���e�[�v�𗼖ʃe�[�v�œ\�荇�킹�� | |||||||||||||||||||||||||||||||||||
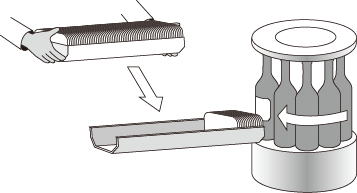
| �m���P�O�n �`���|�C���O�K���̕�H���ŃJ�b�g�V�[���e�[�v����������Ƃ��@�B���~�����A�Z���e�[�v�ŕ�ނ悤�ɓ\�荇�킹�Ă��������Ԃ����������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �J�b�g�V�[���e�[�v�̒[�ɗ��ʃe�[�v�̕Б��̃V�[�����͂����ė\�ߓ\���Ă����A�������ɂ�������̖ʂɋ����ނ�\��悤�ɂ����B ��ސ�@���b�e ��ށ@1983�@ �f�ڐ�@�n�ӂƂ��ӂ��@1983/04 |
 |
||||||||||||||||||||||||||||||||||
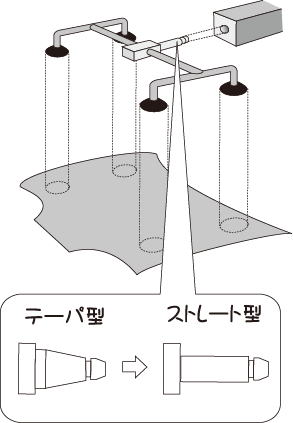
| �y060302�z�u���P�b�g�A�[���̃K�^���Ȃ��� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �v���X�@�ԂŃ��[�N���������Ƃ����{�b�g�A�[���̐�[�Ɏ��t�����}�̂悤�ȋz�����u�Ń��[�N���z������B���̑��u�����{�b�g�A�[���Ɏ��t����u���P�b�g�����̓e�[�p�ɂȂ��Ă��ď����̖��ՂŃK�^���傫���Ȃ�A���[�N�̈ʒu�Y�������������̓s�x���{�b�g�̃e�B�[�`���O�i�ʒu�����j�Ɏ��Ԃ����������B �m���P��n �u���P�b�g���e�[�p�^����X�g���[�g�^�ɕς����B����ɂ���ăK�^���Ȃ��Ȃ�A�ʒu�Y�����Ȃ��Ȃ��āA���{�b�g�̃e�B�[�e�B���O���Ԃ��Z�k���ꂽ�B ��ސ�@�N���^ ��ށ@2000/06/27�@ �f�ڐ�@�v���X�Z�p�@2000/09 |
 |
||||||||||||||||||||||||||||||||||
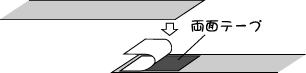
| �y060303�z���x���������J�Z�b�g������ | |||||||||||||||||||||||||||||||||||
| �m���P�O�n ���x���������u�Ɏ�Ń��x�������Ă����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���x���������J�Z�b�g�����A�\�ߗp�ӂ��Ă��������̂����t����悤�ɂ����B ��ސ�@�A�T�q�r�[�����c�H�� ��ށ@1983�@ �f�ځ@�n�ӂƂ��ӂ�1983/11 |
 |
||||||||||||||||||||||||||||||||||
| �y06030�S�z�R�l�N�^�[�J�o�[�̔j����h�~���� | |||||||||||||||||||||||||||||||||||
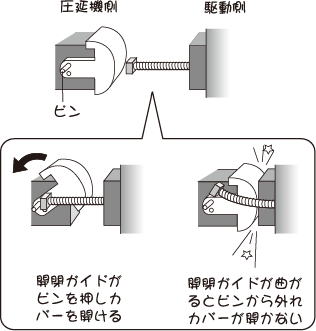
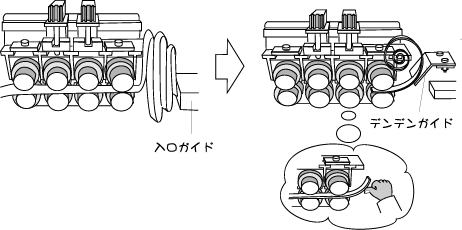
| �m���P�O�n �����@�̒i��ւ�������Ƃ��A�����@���߂Â���Ƌ쓮���̊J�K�C�h�������@���̃s���������ăR�l�N�^�[���J�o�[���J���B�Ƃ��낪�J�K�C�h���Ȃ����Ă���ƁA�J�o�[���J�����ɔj�����A�i��ւ��̎��Ԃ����������Ƃ��������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �J�K�C�h�������@���ɂƂ���A�쓮���ɂ͑傫���ĉ��ɂ��������������t���A�J�o�[�̔j����h�~�����B ��ސ�@�_�ː��|���_�ː��S�� ��ށ@1986/12/02 �f�ڐ�@ThinkUp�@1987/02 |
 |
||||||||||||||||||||||||||||||||||
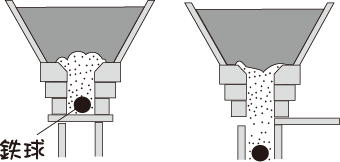
| �y060305�z�n�|��̒�ɓS�������� | |||||||||||||||||||||||||||||||||||
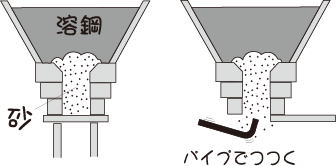
| �m���P�O�n �n�|��̒�͍��Ő������Ă��邪�A���t�^������Ă��Ȃ��Ȃ������Ȃ������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���̒��ɂ��炩���ߓS�������Ă������Ƃɂ����B���t�^���Ƃ�ΓS���������������ꗎ����B ��ސ�@���V���|�����S�� ��ށ@1983 �f�ڐ�@�n�ӂƂ��ӂ��@1983/09 |
 |
||||||||||||||||||||||||||||||||||
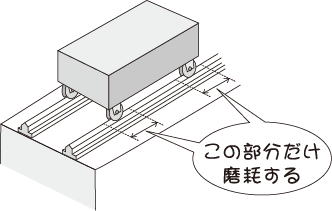
| �y060306�z���[���������Ԃ�Z�k���� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n ���[���̏�̌����@�̓A�[����������������Ƃ��Z�������^�����J��Ԃ��B���̂��߂ɏ�Ƀ��[���̈ꕔ�������Ղ��A�������[�������ւ��˂Ȃ炸�A���[���S�̂����ւ���ɂ͌����@�������グ�˂Ȃ�Ȃ��̂Ŏ��Ԃ����������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���[���̍ł����Ղ��₷����������������āA���̕������������ł���悤�ɂ����B ��ސ�@���s�@�B�H�� ��ށ@1996/06/14 �f�ڐ�@�R���惊�[�_�[�@1996/08 |
 |
||||||||||||||||||||||||||||||||||
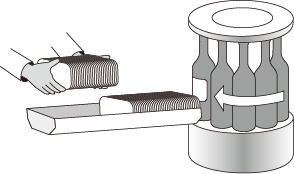
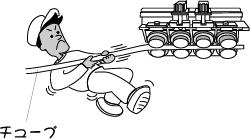
| �y060307�z�`���|�u�������Ԃ�Z�k���� | |||||||||||||||||||||||||||||||||||
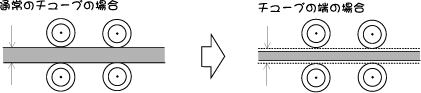
| �m���P�O�n �J�[�G�A�R���p�`���[�u�̐����H���Ń��[���ނ��Ȃ��Ȃ�ƃ`���[�u����ċ@�B�̒��Ɏc���Ă���`���[�u����ň��������˂Ȃ炸�A���[�������Ɏ��Ԃ��������Ă����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P�P�n �`���[�u����ň��������̂̓`���[�u�̒[�̌`���K�i�ʂ�łȂ����[���[�̊Ԋu��蔖���Ȃ��Ă��āA���[���[�ő���Ȃ����߂������B�����ŁA������莞�Ƀ��[���[�̊Ԋu�����߂���悤�ɐݔ������ǂ����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P�Q�n ���[�������Ɏ��Ԃ�����������ЂƂ̌����̓`���[�u���ؒf����O�œ����K�C�h�ɓ������ċl�܂肪�������邱�Ƃ������B�����ŁA�����K�C�h�̎�O�Ń`���[�u���w�ʼn����グ��ƃf���f�����̂悤�ɉQ����Ɋۂ��Ȃ邱�ƂɋC�Â��A�}�̂悤�ȃf���f���K�C�h�����t���đ���o�����`���[�u���R���p�N�g�Ɋ�������悤�ɂ����B ��ސ�@�f���\�[ ��ށ@1997 �f�ڐ�@�R���惊�[�_�[�@1997/02 |
 |
||||||||||||||||||||||||||||||||||
| �y060308�z�p���b�g�������Ԃ�Z�k���� | |||||||||||||||||||||||||||||||||||
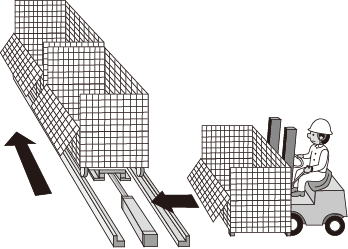
| �m���P�O�n �v���X�̏I��������i�͋��Ԑ��p���b�g�ɓ���A�t�H�[�N���t�g����̃p���b�g�������Ă��āA�����ς��ɂȂ����p���b�g����o���Ă����B�������A�v���X�̃X�s�[�h���オ��ƁA���̕��@�ł̓p���b�g�̌������Ԃɍ���Ȃ��Ȃ����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �p���b�g�����[���̏�ɏ悹�A�t�H�[�N���t�g�������ς��ɂȂ����p���b�g����o����ƁA��̃p���b�g���V�����_�[�ʼn����o���ꎩ���I�ɐύ���Ǝ҂̑O�ɗ���悤�ɂ����B ��ސ�@�N���^ ��ށ@2000/06/27 �f�ڐ�@�v���X�Z�p�@2000/09 |
 |
||||||||||||||||||||||||||||||||||
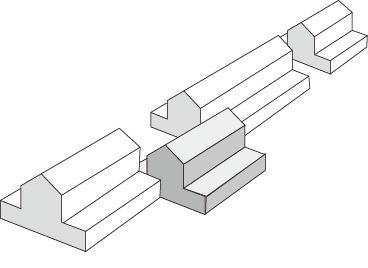
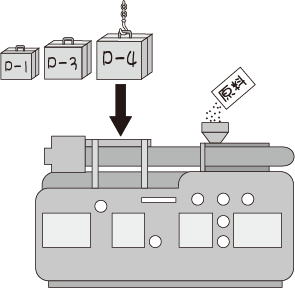
| �y060309�z��ނ̈قȂ���^���܂Ƃ߂� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �R��ނ̕��i�𐬌^���邽�߂ɂR��ނ̋��^������A���̎�ւ��Ɏ��Ԃ����������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �R��ނ̋��^��g�ݍ��킹�ăZ�b�g�^�̋��^�������^�����̎�Ԃ��Ȃ����B ��ސ�@���O�d�@���쏊�H�� ��ށ@1987 �f�ڐ�@ThinkUp�@1987/11 |
 |
||||||||||||||||||||||||||||||||||
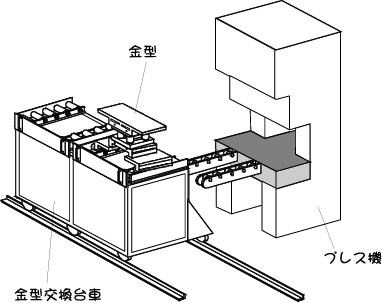
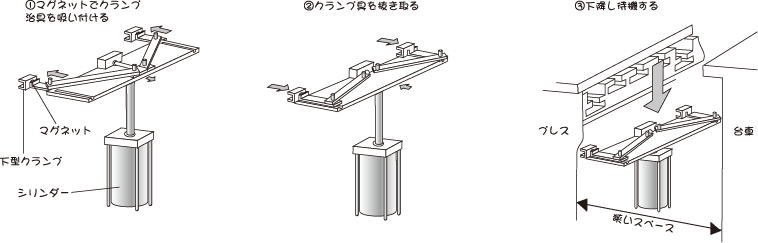
| �y060310�z���^������Ԃ����� | |||||||||||||||||||||||||||||||||||
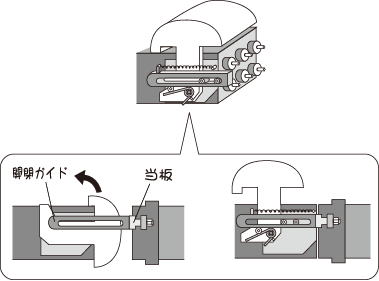
| �m���P�O�n ���^�I�ƃv���X�̊Ԃɋ���������A���̊Ԃ̋��^�̉^���Ƀt�H�[�N���t�g���g�p���Ă����B���̂��߁A���^�����̍ۂɂ͂��̓s�x�t�H�[�N���t�g�ʼn^�˂Ȃ炸�A���Ɏg�����^��\�ߒi��肵�Ă������Ƃ��ł��Ȃ������B �m���P��n �}�̂悤�ȋ��^������Ԃ�������B����ɂ��A��Ԃɗ\�ߋ��^���Z�b�g���Ă����A���^�������ɂ̓��[���ɉ����đ�Ԃ��v���X�@�̑O�Ɉړ����A�v���X�@����˂��o���K�C�h�ɉ����ċ��^���������ނ��ƂŃ����^�b�`�ŋ��^�������ł���悤�ɂȂ����B ��ސ�@�����i�V���i���Ɩ� ��ށ@1999/05/24 �f�ڐ�@�v���X�Z�p�@1999/09 |
 |
||||||||||||||||||||||||||||||||||
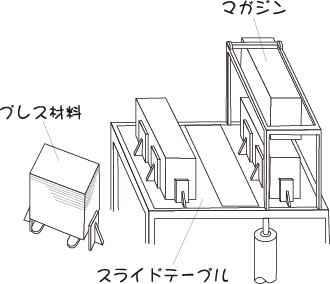
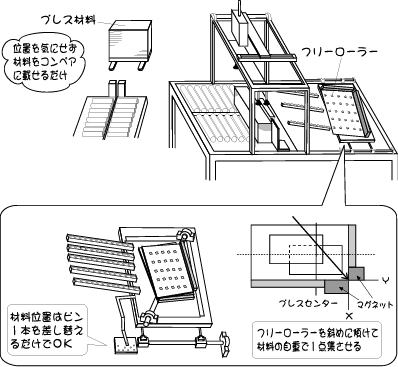
| �y060311�z�v���X�ޗ��������u�̒i��ւ������������� | |||||||||||||||||||||||||||||||||||
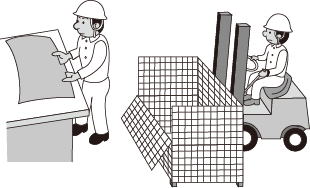
| �m���P�O�n �v���X�ޗ��̓S���ޗ��������u�ɃZ�b�g����Ƃ����̂悤�Ȓi��ւ����K�v�������B �@���t�g�ōޗ��̈ʒu�����߂�B �A�X���C�h�e�[�u�����}�K�W���܂ňړ�����B �B�ޗ����}�K�W���㕔�܂ŏ㏸��������������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �}�̂悤�ȑ��u�Ŏ����I�ɍޗ����������ʒu���߂ł���悤�ɂ����B �@���t�g�ōޗ����R���x�A�ɍڂ���ƍޗ��͋z�Ղ̉��܂ŗ���Ă����B �A�ޗ����P�����z�Ղŋz���グ�ăt���[���[���[�̏�ɗ��Ƃ��ƃt���[���[���[���߂ɌX���čޗ��͎��d�Ŋ���A�X�g�b�p�[�ɓ��������Ƃ���ňʒu���߂��ł���B�ޗ����v���X�ɑ���Ƃ��̓t���[���[���[�͐����ʒu�ɖ߂�B �B�ޗ��̈ʒu��ύX����Ƃ��͐}�̃s���̈ʒu��ύX���邾���ł悢�B ��ސ�@�_�C�L���H�Ǝ��ꐻ�쏊 ��ށ@1998/11/09 �f�ڐ�@�s�o�l�ɂ�闘�v�ݏo���̎��Â���@�i1999�j |
 |
||||||||||||||||||||||||||||||||||
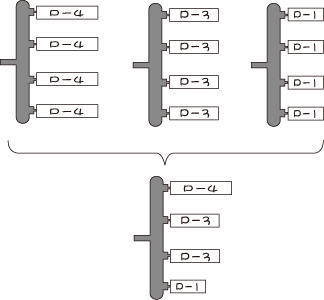
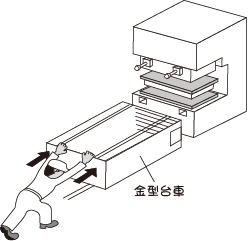
| �y060312�z�v���X�@�̒i��ւ������������� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �v���X���H�H���̒i��ւ����A�N�����v����ł͂����A�d�����^��Ԃ�l�͂ňړ������Ă����̂ŁA���Ԃ��������Ă����B |
 |
||||||||||||||||||||||||||||||||||
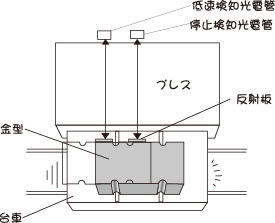
| �m���P�P�n ���^��Ԃ̈ʒu���߂��ȒP�ɂ��邽�߂Ƀv���X�Ɍ��d�ǁA���^�ɔ��˔����t���Ď����I�ɒ�ʒu�Œ�~����悤�ɂ����B |
 |
||||||||||||||||||||||||||||||||||
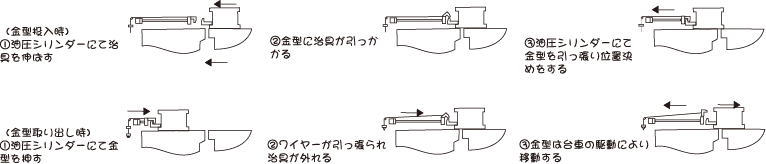
| �m���P�Q�n ���^�����A���o���A�ʒu���߂����̂悤�ȋ@�\�Ŏ����������B |
|||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||
| �m���P�R�n �N�����v����̒E�������̂悤�ȋ@�\�Ŏ����������B |
|||||||||||||||||||||||||||||||||||
 |
|||||||||||||||||||||||||||||||||||
| ��ސ�@�_�C�L���H�Ǝ��ꐻ�쏊 ��ށ@1998/11/09 �f�ڐ�@�s�o�l�ɂ�闘�v�ݏo���̎��Â���@�i1999�j |
|||||||||||||||||||||||||||||||||||
| �y060313�z�S�C����3�g�ɕ����ˌ��̊Ԋu���k�߂� | |||||||||||||||||||||||||||||||||||
���Γ�e�ɂ��ˌ��̎菇�͎��̂悤�Ȃ��̂������B�܂��A���悩��Ζ�ƒe�ۂ�����B�ΎM�ɒ��Ζ���ڂ��ΊW�����B�Γ���[�U����B�ΊW���˂炢���߂�B�������������ƉΓ�̉����Ζ�ɓ_���Ĕ��˂���c�B���ꂾ���Ŗ�20�b�B�˒�������80�`90���[�g��������A�P���������Ď��̂P�������܂ł�20�b�̊ԂɁA�R�n���҂��ːi���Ă���ЂƂ��܂���Ȃ������B �������ŁA�D�c�M���͕��c�����Ƃ̒��̐�ŁA�n�h��Ŏ��ꂽ�ʒu��3000�l�̓S�C����z�����B�����1000�l���R�g�ɕ����A���̑g���e���߂��Ă���ԂɎ��X�J��o���ĕ��c�̋R�n����j�����B����Œi�����ς܂��A���őO�ʂɏo�邱�ƂŁA���ԃ��X�����Ȃ����A�ˌ��̊Ԋu���k�߂��B ���u�O�i�˖@�v�ƌĂ�邱�̐�@�́A�R�n��@��S�C��̂̏W�c��Ɉ�ς������B���̘b�̋N���͍]�ˎ���̏��߂�����������������u�M���L�v�Ƃ���邪�A����ȑO�ɏ����ꂽ�u�M�����L�v�ɂ͂��̋L�q�͂Ȃ��A��������̑n�삾�Ƃ�������B �f�ځ@�n�ӂƂ��ӂ� �@1983/09 |
 |
||||||||||||||||||||||||||||||||||
| �����̃y�[�W�g�b�v�� | |||||||||||||||||||||||||||||||||||