| ���P�̎��T�@ �t�@��U�� �@�ݔ��@ �t�@�`���R��~��h�~���� | |||||||||||||||||||||||||||||||||||
| �s�n�o�@�ҏW�̂˂炢�@�T�r�@���S�@�i���@����@���H���@�ݔ��@�ȗ��@���@�R�X�g�@�����@�h�s���@�g�D�@���q�l�@�Љ��@�n���@�T�K�L�@���ڎ��@���� | |||||||||||||||||||||||||||||||||||
| i�ݔ�-0602�@�`���R���h�~���� | |||||||||||||||||||||||||||||||||||
| ������Ƃ����g���u���ŃR���x�A�����܂�����Ȃ�������A�ݔ�����~���邱�Ƃ�����܂��B�ȒP�ɏ��u���Ƃ������̂ł����A���ꂪ�x�d�Ȃ邱�Ƃɂ�鎞�ԃ��X�͂��Ȃ�̂��̂ɂȂ܂��B�ꎞ���̂��ł͂Ȃ�������ƍĔ��h�~����u���邱�Ƃ���ł��B�����ł͂���ȉ��P������Љ�܂��B | |||||||||||||||||||||||||||||||||||
| ���̃y�[�W�̌f�ڎ��ၨ | ��060201�@���[�N�̔��]��h�~���� | ||||||||||||||||||||||||||||||||||
| ��060202�@���[�N�̂Ԃ����h�~���� | |||||||||||||||||||||||||||||||||||
| ��060203�@���[�N�̏d�Ȃ��h�~���� | |||||||||||||||||||||||||||||||||||
| ��060204�@���[�N�̋l�܂��h�~���� | |||||||||||||||||||||||||||||||||||
| ��060205�@�V���b�g�e�̔�U��h�~���� | |||||||||||||||||||||||||||||||||||
| ��060206�@��C���������Đ��^�i���͂��� | |||||||||||||||||||||||||||||||||||
| ��060207�@�������ꂽ��x��悤�ɂ��� | |||||||||||||||||||||||||||||||||||
| ��060208�@�S���V�[�g�̊������݂�h�~���� | |||||||||||||||||||||||||||||||||||
| ��060209�@�G�\���J�b�g�~�X��h�~���� | |||||||||||||||||||||||||||||||||||
| ��060210�@�G�A�ɂ�鐶�n�̋l�܂��h�~���� | |||||||||||||||||||||||||||||||||||
| ��060211�@�V���[�^�[�̉�]��h�~���� | |||||||||||||||||||||||||||||||||||
| ��060212�@�t�[�v�̂Ђ��������h�~���� | |||||||||||||||||||||||||||||||||||
| ��060213�@�d�ɔ̋z���s�ǂ�h�~���� | |||||||||||||||||||||||||||||||||||
| ��060214�@�R���x�A�x���g�̗�����r�o���� | |||||||||||||||||||||||||||||||||||
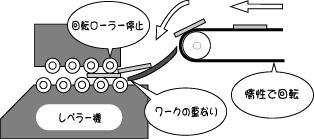
| �y060201�z���[�N�̔��]��h�~���� | |||||||||||||||||||||||||||||||||||
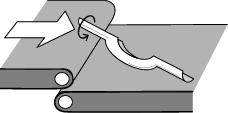
| �m���P�O�n �R���x�A�̗����̂��߂Ƀ��[�N�����]�����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �V���[�g�����t���Ĕ��]���Ȃ������B ��ސ�@�g���^�����ԍH�� ��ށ@1980�@ �f�ڐ�@���P��ăn���h�u�b�N�@�i1980�j |
 |
||||||||||||||||||||||||||||||||||
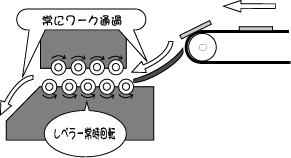
| �y060202�z���[�N�̂Ԃ����h�~���� | |||||||||||||||||||||||||||||||||||
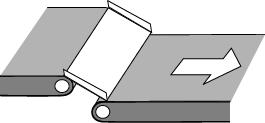
| �m���P�O�n �R���x�A�`�͂b���200mm�����Ȃ��Ă���A�a�̃��[���[�Ń��[�N�����藎���Ă���Ƃ����[�N���m���Ԃ����ăL�Y���������ꂪ�������B�����łԂ���Ȃ��悤�ɊĎ����Ԃ��肻���ɂȂ�Ǝ�Ń��[�N�����������Ă����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �`�Ƃb�̍������ɂ��a���쓮���ɂ��Ă`�Ƃb�ɓ����������B����ɂ�胏�[�N�̂Ԃ���̂����ꂪ�Ȃ��Ȃ�A�Ď���Ƃ��s�v�ɂȂ����B ��ސ�@���{�K�C�V ��ށ@1987�@ �f�ڐ�@ThinkUp1�@987/12 |
 |
||||||||||||||||||||||||||||||||||
| �y060203�z���[�N�̏d�Ȃ��h�~���� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �t�����[�N��~�X�C�b�`�������Ƃ��ׂĂ̐ݔ�����~���邪�A�x���g�R���x�A�[�͑ė͂ł��炭��葱���A���x���[�@�̓�����Ń��[�N�̏d�Ȃ肪��������B���̏�ԂōċN������ƃ��[�N�s�ǂ��������A�ݔ���~���Ԃ��������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �t�����[�N��~�X�C�b�`�������Ă����x���[�����͒�~���Ȃ��悤�ɓd�C��H��ύX�����B ��ސ�@�A�C�V�����@����H�� ��ށ@1987�@ �f�ڐ�@ThinkUp�@1987/06 |
 |
||||||||||||||||||||||||||||||||||
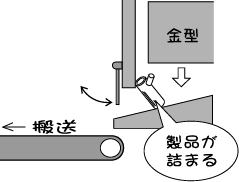
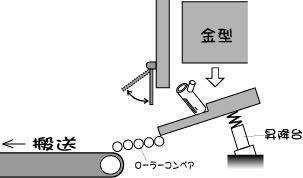
| �y06020�S�z���[�N�̋l�܂��h�~���� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �v���X�`�b�N�̐��^�H���Ő��^�i���l�܂��ċ@�B����~���邱�Ƃ��������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���̂悤�ȕ��@�ŋl�܂���Ȃ������B �@�X�Δɒi���������B �A���[���[�R���x�A��ݒu�����B �B�X�Ίp��ς�����悤���~��������B ��ސ�@�v���X�`�b�N�H�� ��ށ@1983�@ �f�ڐ�@�n�ӂƂ��ӂ��@1983/10 |
 |
||||||||||||||||||||||||||||||||||
| �y060205�z�V���b�g�ʂ̔�U��h�~���� | |||||||||||||||||||||||||||||||||||
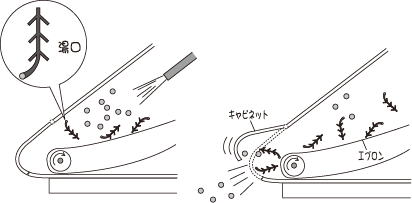
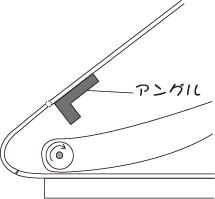
| �m���P�O�n �������^�i�����o�������Ƃ̓����͓����V���b�g�̒��ł����Ȃ���V���b�g�ʂĂč��𗎂Ƃ��ė��p����B���̂Ƃ��L���r�l�b�g�ƃG�v�����̊Ԃɓ��������荞��ŃV���b�g�ʂ��O�ɔ�U���邱�Ƃ��������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �L���r�l�b�g�̓����ɃA���O�����Ƃ���A�L���r�l�b�g�ƃG�v�����̊Ԃɓ��������荞�܂Ȃ��悤�ɂ����B ��ސ�@�k���o���u ��ށ@1988/12/09�@ �f�ڐ�@ThinkUp�@1989/02 |
 |
||||||||||||||||||||||||||||||||||
| �y060206�z��C���������Đ��^�i���͂��� | |||||||||||||||||||||||||||||||||||
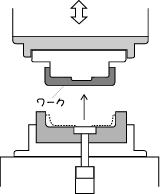
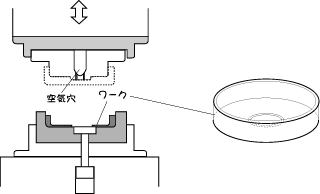
| �m���P�O�n ���^�������[�N����^�ɂ������ďオ��A�^���ꂪ���������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ��^�������ɋ�C���������邱�Ƃɂ��A��^�ƃ��[�N�̌^���ꂪ�悭�Ȃ����B ��ސ�@�Z�F�����H�Ɛ��|�� ��ށ@1988�@ �f�ڐ�@ThinkUp�@1988/07 |
 |
||||||||||||||||||||||||||||||||||
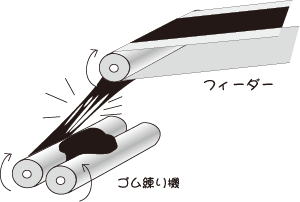
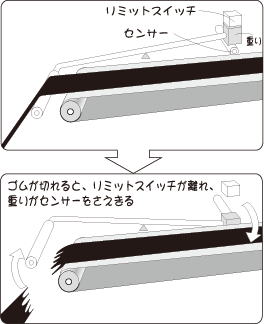
| �y060207�z�������ꂽ��x��悤�ɂ��� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n ���[���[�ŗ����������S�������C���ɋ�������Ƃ��A�S�������ƃ��C�����X�g�b�v����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���������ƃ��~�b�g�X�C�b�`�������Čx��@��炵�A�d�肪�Z���T�[�����������ăA���h���ɐM���𑗂�悤�ɂ����B ��ސ�@�I�[�c�^�C�����ÍH�� ��ށ@1989/04/10�@ �f�ڐ�@ThinkUp�@1989/06 |
 |
||||||||||||||||||||||||||||||||||
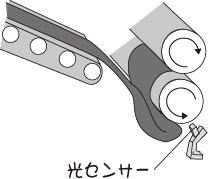
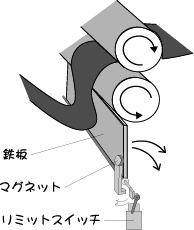
| �y060208�z�S���V�[�g�̊������݂�h�~���� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �S���V�[�g�̔������u�ŃR���x�A�X�s�[�h�ƃ��[���̉�]�X�s�[�h���������Ă��Ȃ��ƁA�V�[�g������݂��ꂪ���[���̉��Ɋ������܂�Đݔ����~������B�������݂����m���邽�߃��[���̋����ʂ̔��˂����m������Z���T�[�����t�����Ă������A���[���̂킸���ȉ�������m���Đݔ����~�������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���[���̉��ɓS�����t���A�ʏ�̓}�O�l�b�g�ŗ��ĂĂ����A�������܂ꂽ�S���V�[�g��������Ύ����I�ɓS���|��ă��~�b�g�X�C�b�`���쓮�����A�@�B����~����悤�ɂ����B ��ސ�@�O�c���x���g�_�ˍH�� ��ށ@1994/06/29�@ �f�ڐ�@�R���惊�[�_�[�@1994/08 |
 |
||||||||||||||||||||||||||||||||||
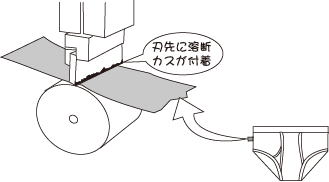
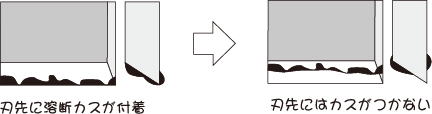
| �y060209�z�G�\���J�b�g�~�X��h�~���� | |||||||||||||||||||||||||||||||||||
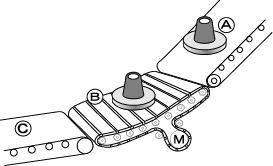
| �m���P�O�n �u���[�t�e�̕i���\���̊G�\���̓i�C�����@�ۂłł��Ă��āA���[����ɂȂ������̂����M�����q�[�^�[�n���������ėn�f����B���̐n��ɗn�f�J�X���t�����G�\���}�[�N�����S�ɃJ�b�g���ꂸ�`���R�₪���������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���̕��@�ŃJ�b�g�~�X���[���ɂ����B �@�q�[�^�[�n�̈��͂����߃��[���[�ɋ�����������Ń��[���[�̔����͂ɂ���Đn�̐�[�̃J�X�������グ��悤�ɂ����B �A�m���ɗn�f�����邽�߂ɐn���~���Ƃ��͂������A�n�f�J�X��t�������Ȃ����߂ɏオ��Ƃ��̓T�b�Əオ��悤�ɂ��@���B �B�q�[�^�[�͏펞ON�ɂȂ��Ă��邽�ߋx�e���Ԓ��ɐn�̏㕔�̗n�f�J�X���M�Őn��ɍ~��Ă���B�����ŋx�e��͐�p����ŃI�y���[�^�[���n��̗n�f�J�X���������邱�Ƃɂ����B ��ސ�@�O���[�{�ÍH�� ��ށ@1996/06/25�@ �f�ڐ�@�R���惊�[�_�[�@1996/08 |
 |
||||||||||||||||||||||||||||||||||
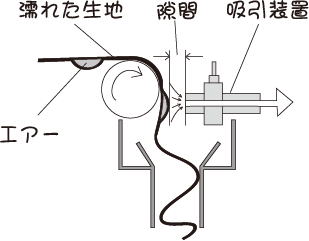
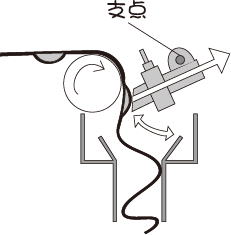
| �y060210�z�G�A�ɂ�鐶�n�̂܂���Ȃ��� | |||||||||||||||||||||||||||||||||||
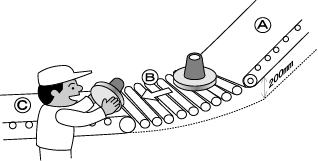
| �m���P�O�n �������X���n��Y������H���ł́A�G�ꂽ���n�Ɋ܂܂ꂽ�G�A���M�Ŗc�����čH�����l�܂点�Ȃ��悤�ɁA���n�ɗ��܂����G�A��}�̂悤�ȑ��u�ŋz�����Ă����B�������A�G�A���z�������ꂸ�����Ζc����n�Ń`���R�₪���������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �@�z�����u�n�ɋ߂Â����B �A�x�_�𒆐S�ɑ��u����]����悤�ɂ��Đ��n�̐U��ɐ₦���ǐ��ł���悤�ɂ����B �B�z���m�Y���̐�[���߂ɃJ�b�g�����n�ɖ�������悤�ɂ����B ����ɂ��`���R�₪�[���ɂȂ����B ��ސ�@�O���[�{�ÍH�� ��ށ@1996/06/25�@ �f�ڐ�@�R���惊�[�_�[�@1996/08 |
 |
||||||||||||||||||||||||||||||||||
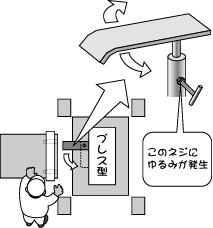
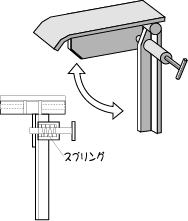
| �y060211�z�V���[�^�[�̉�]��h�~���� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �v���X�@�ɍޗ��𓊓����邽�߂̃V���[�^�[�͒i���ւ��̂Ƃ����ݔ��ɓ�����Ȃ��悤�ɋr���̃l�W�����߂Đ���ł���悤�ɂȂ��Ă���B���̃l�W���v���X�ғ����ɂ��݃V���[�^�[������ă`���R��������Ă����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �㉺�����ɓ|�������ɂ����B�i�[���ɂ̓X�v�����O����������s���������ē|���B ��ސ�@���Y�ԑ̋��s�H�� ��ށ@1987�@ �f�ڐ�@ThinkUp�@1987/08 |
 |
||||||||||||||||||||||||||||||||||
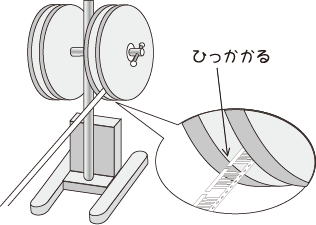
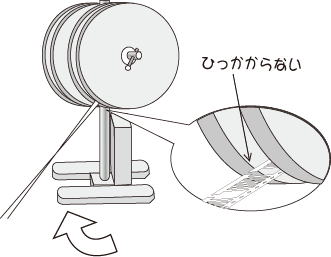
| �y060212�z�t�[�v�̈����������h�~���� | |||||||||||||||||||||||||||||||||||
| �m���P�O�n �t�[�v�i�e�[�v��ɂȂ������������i�j�𐬌`�@�ɌJ��o���Ƃ��A���[���̃x�j�A�̘c�̂��߂Ƀt�[�v�̒[�����[���̓����ɂЂ�������A�����ΐ��`�@���X�g�b�v�����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n ���[���X�^���h�𐬌`�@�ɑ��Ď߂ɒu���A�t�[�v�������˂����悤�ɂ���ƂЂ������肪�Ȃ��Ȃ����B ��ސ�@���쏼���d�H ��ށ@1988/02/09�@ �f�ڐ�@ThinkUp�@1988/05 |
 |
||||||||||||||||||||||||||||||||||
| �y060213�z�d�ɔ̋z���s�ǂ�h�~���� | |||||||||||||||||||||||||||||||||||
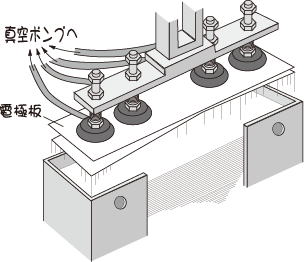
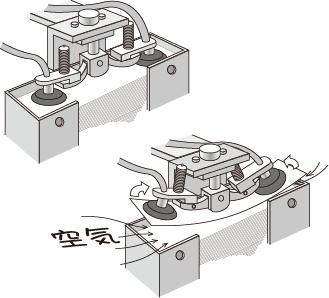
| �m���P�O�n �d�ɔ�������������Ƃ��^��z�����Đ����Ɏ����グ��B���̂Ƃ��Q�����ꏏ�Ɏ����グ�A�r���ŗ��������ċ@�B���~�����邱�Ƃ��������B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �}�̂悤�ȑ��u�ŋɔ�p�Ȃ����A�Ɣ̊Ԃɋ�C�����Ă��玝���グ��悤�ɂ����B ��ސ�@�O�m�d�@�F�{�H�� ��ށ@1986/10/15�@ �f�ڐ�@ThinkUp�@1986/12 |
 |
||||||||||||||||||||||||||||||||||
| �y060214�z�R���x�A�x���g�̗�����r�o���� | |||||||||||||||||||||||||||||||||||
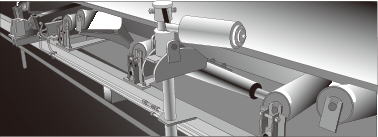
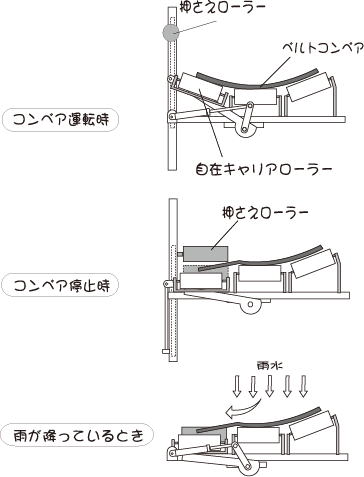
| �m���P�O�n �S�z���^�Ԕ��ɘp�Ȃ����R���x�A�͉J���~��Ƃ��̒��ɐ������܂�A����������ɂ����茴���ׂ̉��ڂ��ݔ��̏�̌����ɂȂ��Ă����B |
 |
||||||||||||||||||||||||||||||||||
| �m���P��n �R�̃L�����A���[���[�̂������E�����ꂩ����̃��[���[����]���݂ɂ��āA�R���x�A��~���͈���̃L�����A���|���ƂƂ��ɉ��������[���[���R���x�A�̒[���������J��������o��悤�ɂ��A�^�]���ɂ͉��������[���[��90�x��]���ĊO���ƂƂ��ɁA�L�����A���[���[���N���オ���Ĕ��̘p�Ȃ����`��ɖ߂�悤�ɂ����B ��ސ�@�Z�F�����H�Ƙa�̎R���S�� ��ށ@2001/12/03�@ �f�ڐ�@�R���惊�[�_�[�@2002/01 |
 |
||||||||||||||||||||||||||||||||||
| �����̃y�[�W�g�b�v�� | |||||||||||||||||||||||||||||||||||