| 改善の事典 》 第3章 品質 》 正しく測れる測定具を工夫する | ||||||||||||||||||||||||||||||||||||
| TOP 編集のねらい 5S 安全 品質 作業 治工具 設備 省力 環境 コスト 事務 IT化 組織 お客様 社会 地域 探訪記 総目次 索引 | ||||||||||||||||||||||||||||||||||||
| i品質-0307 正しく測れる測定具を工夫する | ||||||||||||||||||||||||||||||||||||
| 製品の仕上がりが所定の数値の範囲内に収まっているかどうかを確認するには、正しく測れる測定具が必要です。ここでは簡便に正しく測れる測定具を工夫した事例を紹介します。 |
||||||||||||||||||||||||||||||||||||
| このページの掲載事例→ | ●030701 モンキースパナに目盛りをつける | |||||||||||||||||||||||||||||||||||
| ●030702 屋根の勾配を正確に測る | ||||||||||||||||||||||||||||||||||||
| ●030703 溶接部の肉の盛り上がりを測る | ||||||||||||||||||||||||||||||||||||
| ●030704 鉄骨の溶接角度を測る | ||||||||||||||||||||||||||||||||||||
| ●030705 同心度を測定する | ||||||||||||||||||||||||||||||||||||
| ●030706 丸棒の径をワンタッチでw測る | ||||||||||||||||||||||||||||||||||||
| ●030707 曲面の長さを測る | ||||||||||||||||||||||||||||||||||||
| ●030708 目盛りを拡大する | ||||||||||||||||||||||||||||||||||||
| ●030709 ストロボ縞模様をTVカメラで拡大する | ||||||||||||||||||||||||||||||||||||
| ●030710 バネ秤に紙管を巻く | ||||||||||||||||||||||||||||||||||||
| ●030711 アールの中心を一発で求める | ||||||||||||||||||||||||||||||||||||
| 【030701】モンキースパナに目盛りをつける | ||||||||||||||||||||||||||||||||||||
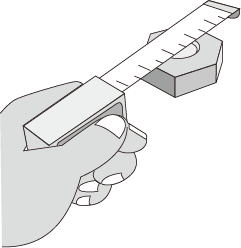
| [改善前] ボルトやナットを締め付けるときメジャーを当ててサイズを確かめてモンキースパナをセットしていた。 |
 |
|||||||||||||||||||||||||||||||||||
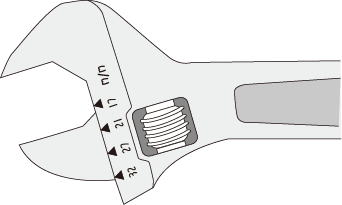
| [改善後] モンキースパナにボルト・ナットのサイズの目盛りをつけた。 取材先 栗原工業 |
 |
|||||||||||||||||||||||||||||||||||
| 【030702】屋根の勾配を正確に測る | ||||||||||||||||||||||||||||||||||||
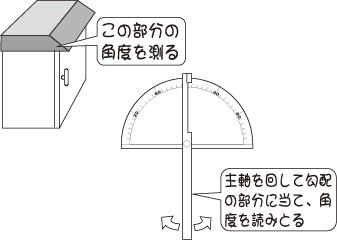
| [改善前] 配電盤の屋根の勾配を測るとき普通の分度器は当てる部分が小さすぎ、とくに30度以下になると正確に計れなかった。 |
 |
|||||||||||||||||||||||||||||||||||
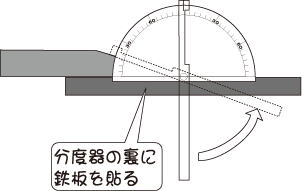
| [改善後] 分度器の裏に鉄板を貼り、これを勾配の底辺に沿わせることにより分度器の位置が安定し、計測の精度が高まった。 取材先 内外電機製作所 取材 1987 掲載先 ThinkUp 1987/07 |
 |
|||||||||||||||||||||||||||||||||||
| 【030703】溶接部の肉の盛り上がりを測る | ||||||||||||||||||||||||||||||||||||
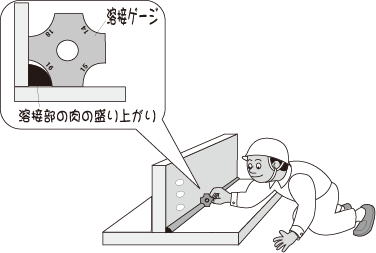
溶接部の肉の盛り上がりを測るために図のような簡易ゲージを作った。 取材先 大和ハウス堺工場 取材 1983 掲載先 創意とくふう 1983/06 |
 |
|||||||||||||||||||||||||||||||||||
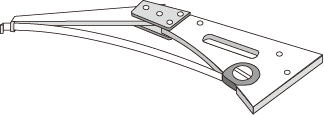
| 【030704】鉄骨の溶接角度を測る | ||||||||||||||||||||||||||||||||||||
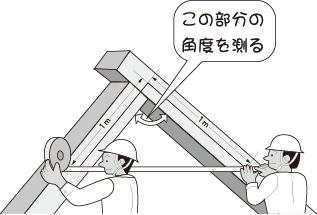
| [改善前] 3点の寸法を測って角度を割り出し、図面と照合していた。 |
 |
|||||||||||||||||||||||||||||||||||
| [改善後] 図のような角度定規を図面に当てて角度を調節し検査物に当てるようにした。 取材先 大和ハウス堺工場 取材 1983 掲載 創意とくふう1983/06 |
 |
|||||||||||||||||||||||||||||||||||
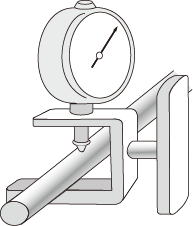
| 【030705】同心度を測定する | ||||||||||||||||||||||||||||||||||||
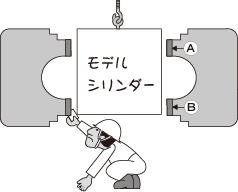
| [改善前] A円とB円の同心度を調べるのにクレーンでモデルシリンダーを吊り、隙間を計測していた。 |
 |
|||||||||||||||||||||||||||||||||||
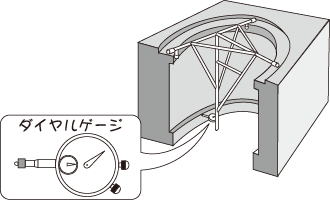
| [改善後] 鉄パイプとダイヤルゲージを組み合わせた測定器を作った。これによりクレーン作業が不要になった。 取材先 日立造船桜島工場 取材 1983 掲載 創意とくふう 1983/04 |
 |
|||||||||||||||||||||||||||||||||||
| 【030706】丸棒の径をワンタッチで測る | ||||||||||||||||||||||||||||||||||||
| [改善前] マイクロメーターで丸棒の径を測定するとき、いちいちラチェットを回さねばならなかった。 [改善後] 丸棒をはさむだけでワンタッチで径を測定できる図のような専用ダイヤルゲージを作成した。 取材先 住友金属工業関西製造所 取材 1997 掲載先 燃えよリーダー 1997/05 |
 |
|||||||||||||||||||||||||||||||||||
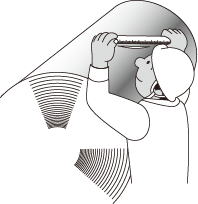
| 【030707】曲面の長さを測る | ||||||||||||||||||||||||||||||||||||
| [改善前] 帯鋼ロールのキズの大きさを測るとき巻き尺を両手で当てて測っていた。 |
 |
|||||||||||||||||||||||||||||||||||
| [改善後] 図のような屈曲自在の治具に巻き尺を取り付け曲面に押し当てるだけで正しく測れるようにした。 取材先 日新製鋼呉製鉄所 |
 |
|||||||||||||||||||||||||||||||||||
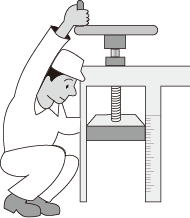
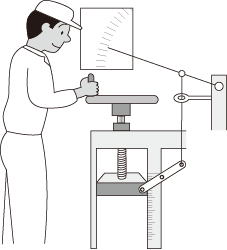
| 【030708】目盛りを拡大する | ||||||||||||||||||||||||||||||||||||
| [改善前] ロール調整目盛りの位置が低く小さくて見にくかった。 |
 |
|||||||||||||||||||||||||||||||||||
| [改善後] テコの原理を応用して目盛りを拡大した。 取材先 日本板ガラス舞鶴工場 取材 1983 掲載先 創意とくふう 1983/11 |
 |
|||||||||||||||||||||||||||||||||||
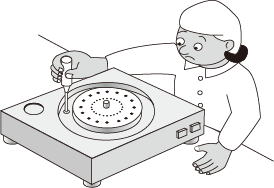
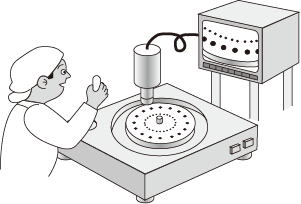
| 【030709】ストロボの縞模様をTVカメラで拡大する | ||||||||||||||||||||||||||||||||||||
| [改善前] レコードプレイヤーの回転スピードを調整するときストロボの縞模様をじっと見ていると目が疲れる。 |
 |
|||||||||||||||||||||||||||||||||||
|
[改善後] ストロボの縞模様をTVカメラで拡大し画面に映った縞模様を見て調整するようにした。 取材先 三洋電機 取材 1985 |
 |
|||||||||||||||||||||||||||||||||||
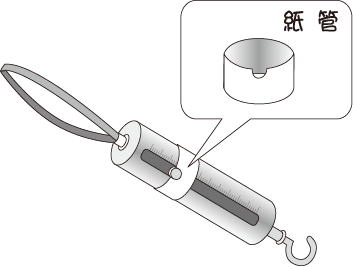
| 【030710】バネ秤に紙管を巻く | ||||||||||||||||||||||||||||||||||||
バネ秤は、目盛りを読みとる間ずっと手で提げていなければならない。そこで、図のような紙管を巻き、測るものをはずしても紙管の位置で目盛りを読みとることができるようにした。 取材先 小林記録紙 取材 1988 掲載 ThinkUp1988/05 |
 |
|||||||||||||||||||||||||||||||||||
| 【030711】アールの中心を一発で求める | ||||||||||||||||||||||||||||||||||||
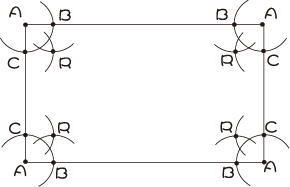
| [改善前] 板金にアール付きの長方形の穴を開けるとき、例えば30R(直径30mmのアール)が必要な場合には次の手順で行っていた。 ①点Aを中心にしてコンパスで半径15mmの弧を描き点B、点Cを求める。 ②点B、点cを中心にコンパスでそれぞれ半径15mmの弧を描き、交点をRとする。 ③点Rを中心として丸金型によって半径15mmの穴を開ける。 |
 |
|||||||||||||||||||||||||||||||||||
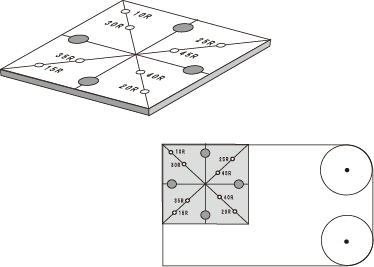
| [改善後] 図のようなゲージを作り、一発でアールの中心を求められるようにした。たとえば30Rが必要な場合には、 ①コーナーにゲージを当て、30Rの穴をポンチで打つ。 ②ポンチ箇所を中心として丸金型によって半径15mmの穴を開ける。 取材先 内外電機製作所 取材 1987 掲載先 ThinkUp 1987/07 |
 |
|||||||||||||||||||||||||||||||||||
| ▲このページトップへ | ||||||||||||||||||||||||||||||||||||