| 改善の事典 》 第5章 治工具 》 ワンタッチで位置決めする | |||||||||||||||||||||||||||||||||||
| TOP 編集のねらい 5S 安全 品質 作業 治工具 設備 省力 環境 コスト 事務 IT化 組織 お客様 社会 地域 探訪記 総目次 索引 | |||||||||||||||||||||||||||||||||||
| i治工具-0502 ワンタッチで位置決めする | |||||||||||||||||||||||||||||||||||
| 加工位置を決めるとき、その都度位置決め調整していると時間がかかります。そこで予め加工位置を表示したり、位置決め用の治具を作ったり、カセットをはめることで、ワンタッチで位置決めできるようになり、位置決め調整時間のムダを省くことができます。 | |||||||||||||||||||||||||||||||||||
| このページの掲載事例→ | ●050201 テープカッターの位置を決める | ||||||||||||||||||||||||||||||||||
| ●050202 合板をポールに当てて位置決めする | |||||||||||||||||||||||||||||||||||
| ●050203 注油位置を決める | |||||||||||||||||||||||||||||||||||
| ●050204 板金の曲げ位置を決める | |||||||||||||||||||||||||||||||||||
| ●050205 羽根のカット位置をワンタッチで決める | |||||||||||||||||||||||||||||||||||
| ●050206 混合栓取付寸法取りを治具化する | |||||||||||||||||||||||||||||||||||
| ●050207 ブロックゲージで位置決めする | |||||||||||||||||||||||||||||||||||
| ●050208 洗濯機のサイズに合わせてアタッチメントを交換する | |||||||||||||||||||||||||||||||||||
| ●050209 エアシリンダーでエンジンを固定する | |||||||||||||||||||||||||||||||||||
| ●050210 治具位置調整を不要にする | |||||||||||||||||||||||||||||||||||
| ●050211 ゴム切断幅設定をカセット化する | |||||||||||||||||||||||||||||||||||
| ●050212 光電管スイッチと反射鏡を一体化する | |||||||||||||||||||||||||||||||||||
| ●050213 金型挿入時の位置決め調整を不要にする | |||||||||||||||||||||||||||||||||||
| ●050214 金型の高さ調整を不要にする | |||||||||||||||||||||||||||||||||||
| ●050215 ラインガイド幅設定ゲージをつくる | |||||||||||||||||||||||||||||||||||
| ●050216 建材カギの長さをあらかじめ調整する | |||||||||||||||||||||||||||||||||||
| ●050217 刃具研磨角度の調整をなくす | |||||||||||||||||||||||||||||||||||
| ●050218 コンベアの位置決め調整作業を簡単にする | |||||||||||||||||||||||||||||||||||
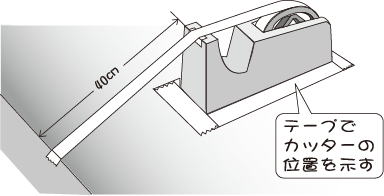
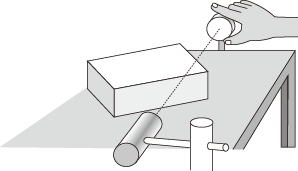
| 【050201】テープカッターの位置を決める | |||||||||||||||||||||||||||||||||||
カッターの位置を決め、作業台の縁まで引っ張ればちょうど40cmになるようにした。 取材先 小林記録紙 掲載先 創意とくふう 1983/10 |
 |
||||||||||||||||||||||||||||||||||
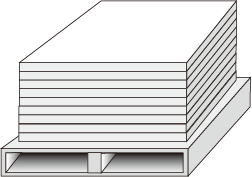
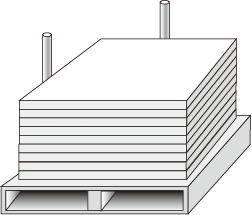
| 【050202】合板をポールに当てて位置決めする | |||||||||||||||||||||||||||||||||||
| [改善前] 1枚ずつ前の板の外形に合わせて揃えていた。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] ガイドとなる2本のポールに突き当てるだけでは外形は揃う。 掲載先 創意とくふう 1983/05 |
 |
||||||||||||||||||||||||||||||||||
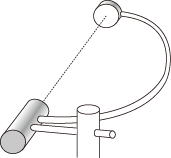
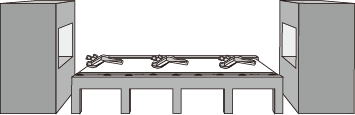
| 【050203】注油位置を決める | |||||||||||||||||||||||||||||||||||
| ドラム缶に油を注ぐときパイプの真下に位置決めするために位置決めガイドをとりつけた。 取材先 鐘淵化学工業高砂工業所 |
 |
||||||||||||||||||||||||||||||||||
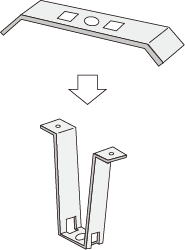
| 【050204】板金の曲げ位置を決める | |||||||||||||||||||||||||||||||||||
| [改善前] 板金をプレスでV字型に曲げるとき中心位置が合せにくく左右の長さが異なることがあった。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] 中央の2箇所の穴を利用して位置決めすることにした。 取材先 朝日ナショナル照明 取材 1989 掲載先 ThinkUp 1989/11 |
 |
||||||||||||||||||||||||||||||||||
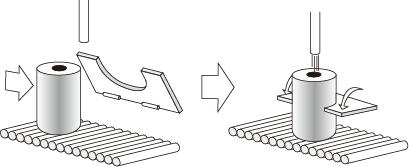
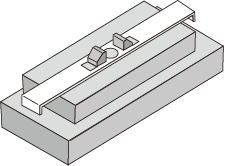
| 【050205】羽根のカット位置をワンタッチで決める | |||||||||||||||||||||||||||||||||||
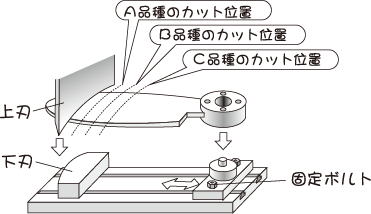
| [改善前] ファンの羽根をカットするとき,カット寸法に応じてカット機の固定ボルトをゆるめ治具をスライドさせて位置を調整していた。 |
 |
||||||||||||||||||||||||||||||||||
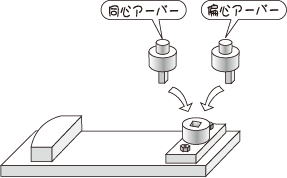
| [改善後] 図のような同心アーバー、偏心アーバーを作成した。これを入れ替えたり向きを変えるだけで3種類の位置決めができる。 取材先 アイシン化工 取材 1989 掲載先 ThinkUp 1989/11 |
 |
||||||||||||||||||||||||||||||||||
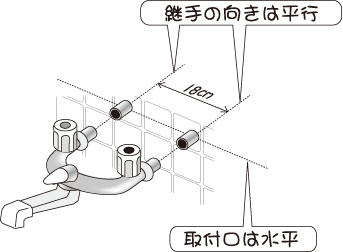
| 【050206】混合栓取付寸法取りを治具化する | |||||||||||||||||||||||||||||||||||
| [改善前] 給湯給水設備工事で湯と水の混合栓を取り付けるとき、取付口が水平でなかったり、継手の向きが平行になっていないとうまく取り付けられない。 |
 |
||||||||||||||||||||||||||||||||||
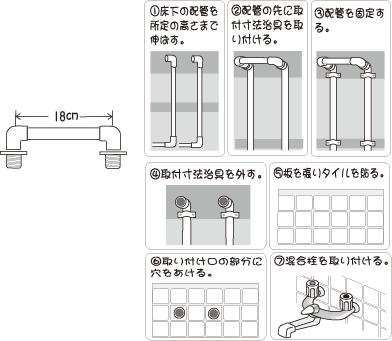
| [改善後] 取付口を所定の位置、所定の向きに固定しておくために図のような取付寸法治具を作った。 取材先 三ヶ日町農業協同組合 取材 1989 掲載先 ThinkUp 1989/12 |
 |
||||||||||||||||||||||||||||||||||
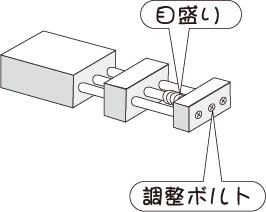
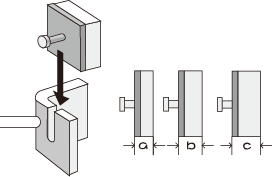
| 【050207】ブロックゲージで位置決めする | |||||||||||||||||||||||||||||||||||
| [改善前] 調整ボルトで目盛りに合わせて位置決めしていた。 |
 |
||||||||||||||||||||||||||||||||||
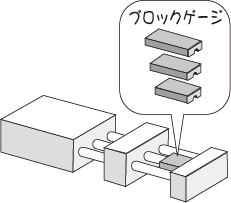
| [改善後] いろいろな長さのブロックゲージを用意してそれを交換するようにした。 掲載先 創意とくふう 1983/09 |
 |
||||||||||||||||||||||||||||||||||
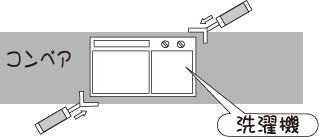
| 【050208】洗濯機のサイズに合わせてアタッチメントを交換する | |||||||||||||||||||||||||||||||||||
| [改善前] コンベア上の洗濯機をシリンダーの腕で固定していた。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] サイズの異なる機種に対応するために厚さの異なるアタッチメントを交換できるようにした。 取材先 松下電器産業洗濯機事業部 取材 1981/10/08 掲載先 創意とくふう 1982/01 |
 |
||||||||||||||||||||||||||||||||||
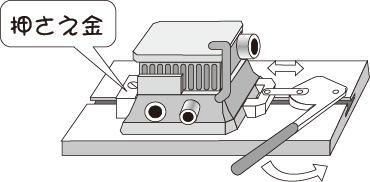
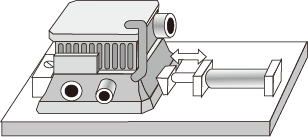
| 【050209】エアシリンダーでエンジンを固定する | |||||||||||||||||||||||||||||||||||
| [改善前] エンジンを固定するときテコで固定していたが、機種が変わるとボルトをゆるめて押さえ金の位置を調整しなければならなかった。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] エアシリンダーで固定することにした。これにより押さえ金の位置調整が不要になった。 取材先 川崎重工業明石工場 取材 1982/12/26 掲載 創意とくふう1983/03 |
 |
||||||||||||||||||||||||||||||||||
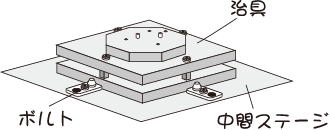
| 【050210】治具位置調整を不要にする | |||||||||||||||||||||||||||||||||||
| [改善前] ロボットアームにワークをつかませるとき、治具が定位置にくるようボルトを調整しなければならなかった。 |
 |
||||||||||||||||||||||||||||||||||
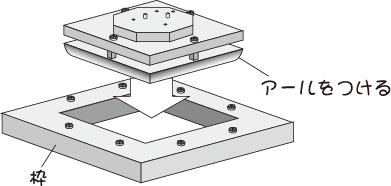
| [改善後] 中間ステージに枠を取り付け、中間ステージの角にアールをつけて入れやすくし、ボルトの調整を不要にした。 取材先 朝日ナショナル照明 取材 1999/05/24 掲載先 プレス技術 1999/09 |
 |
||||||||||||||||||||||||||||||||||
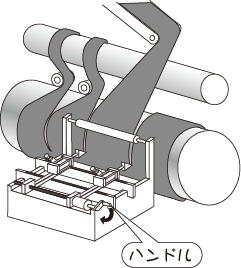
| 【050211】ゴム切断幅設定をカセット化する | |||||||||||||||||||||||||||||||||||
| [改善前] ねりゴムの供給量を変えるとき、切断機のハンドルを回してカッターの幅を変えていた。 |
 |
||||||||||||||||||||||||||||||||||
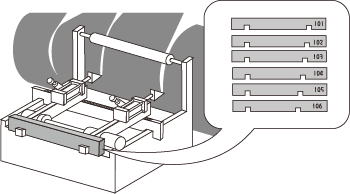
| [改善後] カセットをはめ込むことによって切断幅調整をワンタッチ化した。 取材先 横浜ゴム三島工場 取材 1983/04/26 掲載先 創意とくふう 1983/07 |
 |
||||||||||||||||||||||||||||||||||
| 【050212】光電管スイッチと反射鏡を一体化する | |||||||||||||||||||||||||||||||||||
| [改善前] ワーク感知のための光電管スイッチと反射鏡の位置合わせが難しかった。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] 光電管スイッチと反射鏡を一体化した。 |
 |
||||||||||||||||||||||||||||||||||
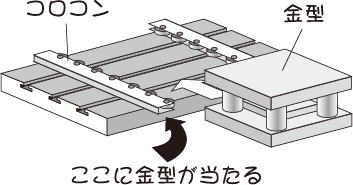
| 【050213】金型挿入時の位置決め調整を不要にする | |||||||||||||||||||||||||||||||||||
| [改善前] 金型をプレス機に挿入するとき、コロコンが金型を案内してくれるが、2つのコロコンの間隔が狭いために金型がコロコンに当たってコロコンの位置がズレ、金型挿入ミスが発生する場合があった。 |
 |
||||||||||||||||||||||||||||||||||
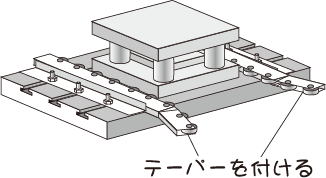
| [改善後] コロコンにテーパーを付けた。これによってコロコンの位置決め調整が不要になり、金型の出し入れがラクにできるようになった。 取材先 朝日ナショナル照明 取材 1999/05/24 掲載先 プレス技術 1999/09 |
 |
||||||||||||||||||||||||||||||||||
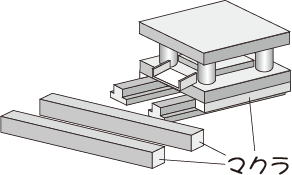
| 【050214】金型の高さ調整をなくす | |||||||||||||||||||||||||||||||||||
| [改善前] 金型に取り付けられているマクラは高さやボルトの位置がバラバラで、プレス機にセットするとき、適当な高さのマクラを探したり、ブロックや鉄板を噛ませたり、それらに合ったボルトを探すなど、調整に時間がかかった。 |
 |
||||||||||||||||||||||||||||||||||
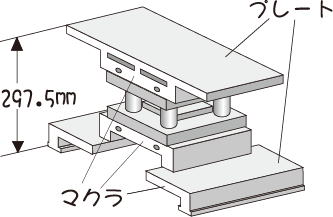
| [改善後] マクラやプレートを取り付けるためのボルトの長さと位置を共通化し、予め調整した高さのマクラやプレートを取り付けてフィーダーの高さを統一した。 取材先 朝日ナショナル照明 取材 1999/05/24 掲載先 プレス技術 1999/09 |
 |
||||||||||||||||||||||||||||||||||
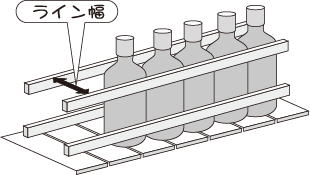
| 【050215】ラインガイド幅設定ゲージをつくる | |||||||||||||||||||||||||||||||||||
| [改善前] 瓶詰ラインで瓶の種類が変わるとライン幅を切り替えるが、切り替え幅の設定は勘に頼っていた。 |
 |
||||||||||||||||||||||||||||||||||
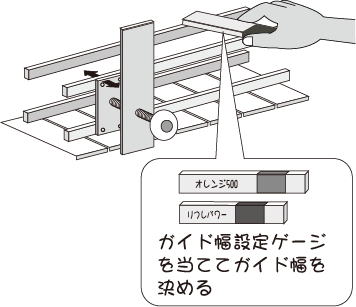
| [改善後] どの瓶のときにライン幅をどれくらいにするかを標準化し、ガイド幅設定ゲージを作った。 取材先 キリンビール京都工場 取材 1986/11/27 掲載 ThinkUp1987/02 |
 |
||||||||||||||||||||||||||||||||||
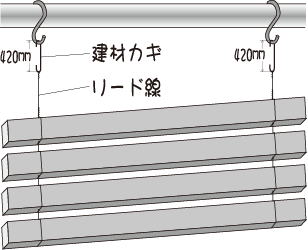
| 【050216】建材カギの長さを予め調整する | |||||||||||||||||||||||||||||||||||
| [改善前] アルミ建材を電解液に漬けるとき水切りをよくするために片方のリード線を伸ばして傾きをつける必要があるが、リード線の長さの調整に時間がかかった。 |
 |
||||||||||||||||||||||||||||||||||
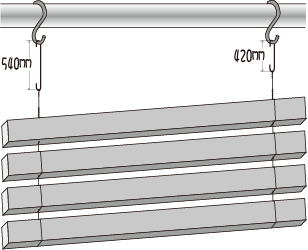
| [改善後] リード線の長さは一定にしておき長さの異なる建材カギを用意することにした。 取材先 アルナ工機養老工場 取材 1982/12/09 掲載 創意とくふう1983/03 |
 |
||||||||||||||||||||||||||||||||||
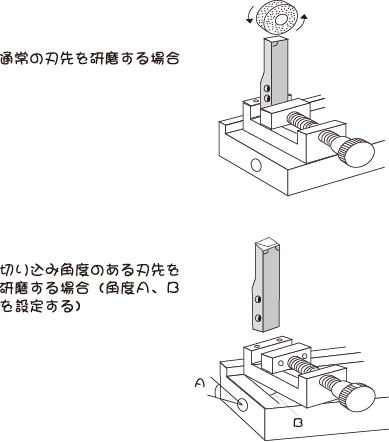
| 【050217】刃具研磨角度の調整をなくす | |||||||||||||||||||||||||||||||||||
| [改善前] 刃具の刃先を研磨するとき刃具をバイスではさんで砥石で研磨するが、切り込み角度のあるカット刃を研磨するときは研磨角度に合わせてバイスの角度を調整しなければならず、その調整に時間がかかった。 |
 |
||||||||||||||||||||||||||||||||||
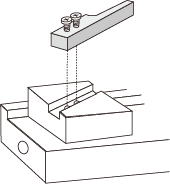
| [改善後] 刃先の研磨角度に合わせた図のような治具を作成し、これに刃具をボルトで固定して研磨するようにした。これによって角度の調整が不要になり作業時間が短縮された。 取材先 朝日ナショナル照明 取材 1996/12/09 掲載先 燃えよリーダー 1997/02 |
 |
||||||||||||||||||||||||||||||||||
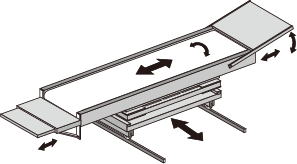
| 【050218】コンベアの位置決め調整作業を簡単にする | |||||||||||||||||||||||||||||||||||
| [改善前] プレスする品物によって形状や大きさが変わり、金型の位置が変わるため、プレスされた品物を次のプレス工程に送るコンベアは、位置、角度、高さなどを調整しなければならない。大型プレス機をつなぐコンベアの場合は大きくて重く、その都度4〜5人でコンベアを抱えて動かさねばならなかった。 |
 |
||||||||||||||||||||||||||||||||||
| [改善後] レールの上にコンベアを載せて、左右にらくに動かせるようにし、またベアリングを入れて自由に回転できるようにした。これによって、コンベアの位置と角度の調整が1人でラクにできるようになった。 取材先 フジコーポレーション 取材 1999/05/25 掲載先 プレス技術 1999/09 |
 |
||||||||||||||||||||||||||||||||||
| ▲このページトップへ | |||||||||||||||||||||||||||||||||||